Der Vergleich von Äpfel und Birnen bei Cobot Applikationen
Sicherheit – Klarheit in der Normenwelt
2004 und damit vor fast 20 Jahren wurde der erste kollaborative Roboter, der LBR 3 verkauft. Da sollte man doch meinen, dass wir heute im Jahr 2023 kollaborative Roboter sicher einsetzen können und es umfängliche Regeln gibt, welche den Einsatz in den unterschiedlichsten Applikationen genau definieren.
Leider ist es jedoch nicht ganz so. Zwar wurde 2016 (12 Jahre nach dem ersten Cobot auf dem Markt) die ISO TS 15066, mit Regeln für die Anwendung von kollaborativen Roboterapplikationen, veröffentlicht. Jedoch unterscheidet diese in ihrer Betrachtung nicht wirklich Applikationen bei denen ein Cobot tatsächlich 24/7 Seite an Seite mit einem Mitarbeiter zusammen arbeitet und solche Anwendungen, bei denen der Roboter zwar ohne Schutzzaun arbeitet aber eigentlich weit und breit kein Mitarbeiter in der Nähe ist.
Schaut man in die ISO 12100 - Sicherheit von Maschinen - Risikobeurteilung und Risikominderung, so findet man dort, dass sich das Risiko aus den Faktoren "Schwere der möglichen Verletzung" und der "Wahrscheinlichkeit des Auftretens" zusammen setzt. Im letzteren Faktor sind die Aufenthaltsdauer im Gefahrenbereich, die Frequenz mit der man in den Gefahrenbereich eintritt und die Möglichkeit der Vermeidung des Schadens inkludiert.
Schaut man nun in die ISO TS 15066, so findet sich dort in der Anlage A eine Auflistung an Kräften und Drücken welche den Schmerzeintritt definieren. Diese Werte werden nun seit Jahren für alle kollaborierenden Applikationen gleicher-maßen heran gezogen und als Obergrenze gesetzt. Ganz gleich ob die Applikation eine hohe Wahrscheinlichkeit einer Kollision zwischen Mensch und Roboter aufweist, da sich ein Mitarbeiter im normalen Arbeitsprozess ständig in der Nähe des Roboters aufhält, oder ob die Wahrscheinlichkeit eher gering ist, da der Cobot für sich alleine arbeitet und nur alle paar Stunden mal ein Mitarbeiter vorbei schaut und z.B. ein neues Tray bei einer Maschinenbeladung einlegt. Das Betrachten beider Applikationen mit den gleichen Maximalwerten für Kraft und Druck kommt mit Hinblick auf die oben beschriebene Ermittlung des Risikos nach ISO 12100 dem berühmten Vergleichen von Äpfel und Birnen gleich!
Nehmen Sie einmal an, sie bewerten die Klemmung einer Hand nach der oben genannten ISO TS 15066. Nachfolgend ist hierzu ein Auszug aus der Anlage 1 dargestellt. Wie Sie sehen, wird hier die maximale Kraft mit 140N für eine Klemmung und einem transienten Faktor von 2 beziffert. Der transiente Faktor bezieht sich dabei auf eine zulässige Überhöhung in den ersten 0,5 Sekunden. Es dürfte so also bei einer Messung in einer Applikation 280N in den ersten 0,5 Sekunden auftreten und 140N nach 0,5 Sekunden. Liegt einer der beiden gemessenen Werte über diesen Werten so wäre die Applikation nach dieser Technischen Spezifikation (TS) als nicht sicher zu bewerten.
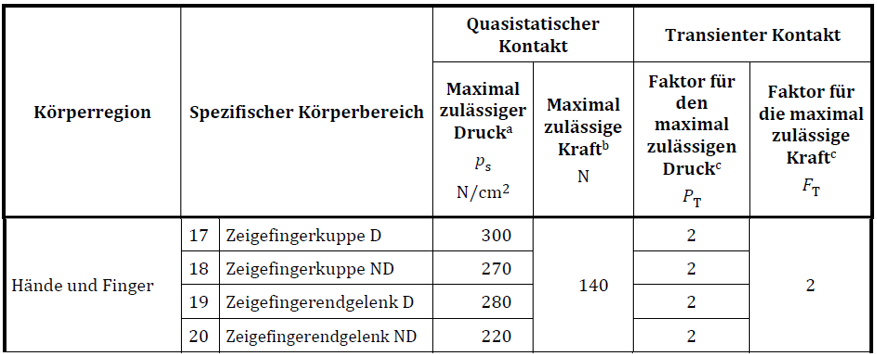
Auszug aus der Anlage A der ISO TS 15066
Angenommen es würden bei der Messung nun 200N innerhalb der ersten 0,5 Sekunden und 100N nach 0,5 Sekunden als statische Klemmkraft gemessen. Und den gleichen Wert würde man auch in einer anderen Applikation messen. Unterscheiden sich nun jedoch die Wahrscheinlichkeiten für eine Klemmung der Hand, weil in der einen Applikation ein Mitarbeiter 24/7 mit dem Roboter zusammen arbeitet und in der anderen Applikation nur alle vier Stunden ein Mitarbeiter für ca. 15 Sekunden in den Bereich des Roboters tritt um ein Tray zu wechseln, so ergibt sich daraus, dass das Risiko in der zweiten Applikation weit geringer ist. Würde es daher nicht Sinn machen, bei solch unterschiedlichen Applikationen auch mit zweierlei Maß zu messen? Durchaus möchte man sagen. Alles andere entspräche nicht der Logik und auch nicht der ISO 12100.
Das Problem war nur bis dato, dass es keinen zweiten Datensatz gab auf welchen man sich beziehen konnte. Die Werte der ISO TS 15066 wurden seinerzeit im Auftrag der DGUV und der Berufsgenossenschaft Holz und Metall vom arbeitsmedizinischen Institut der Johannes Gutenberg Universität in Mainz ermittelt. Man hat aus diesen Werten zwei Erkenntnisse gewonnen:
- Beim Überschreiten der genannten Werte tritt der Schmerz ein und
- so lange die Werte nicht überschritten werden, tritt keine Verletzung ein
Und genau der zweite Punkt ist hier der wichtige Punkt. Zwar könnte man argumentieren, dass die Maschinenrichtlinie die Anforderung stellt, dass eine Maschine keine Person verletzen darf, jedoch dort an keiner Stelle von Schmerz gesprochen wird. Ein "über den Schmerzeintritt hinaus gehen" widerspricht damit nicht automatisch der Maschinenrichtlinie. Jedoch gab es keine Studien zu Werten, bis zu denen man gehen könnte ohne das eine Verletzung eintritt und war damit an die Werte der ISO TS 15066 gebunden, da man nur beim Einhalten dieser Werte sicher sagen konnte, dass KEINE Verletzung eintreten kann.
Neue Hoffnung aus Südkorea
Nun sind seit der Veröffentlichung der ISO TS 15066 schon wieder einige Jahre vergangen und mittlerweile wurden verschiedene neue Studien durch geführt. Eine sehr vielversprechende Studie kommt hier aus Südkorea, welche auch schon Einzug die nationale südkoreanische Norm KOROS 1162-1 gefunden hat.
In der genannten Studie wurden statt der Schmerzeintrittsschwellen die sog. Schmerztoleranzschwellen ermittelt. Also ein Schmerzwert, den ein Person noch toleriert. Diese Werte liegen erwartungsgemäß über den Werten für den Schmerzeintritt aus der ISO TS 15066. Auch hier ist ein wichtiger Aspekt der Studie, dass bei Einhaltung dieser Werte noch immer keine Verletzung auftritt. Ein Überschreiten der Werte der ISO TS 15066 ist damit theoretisch machbar. Das nachfolgende Diagramm stellt einmal die Kraftwerte für Schmerzeintritt und Schmerztoleranz gegenüber.
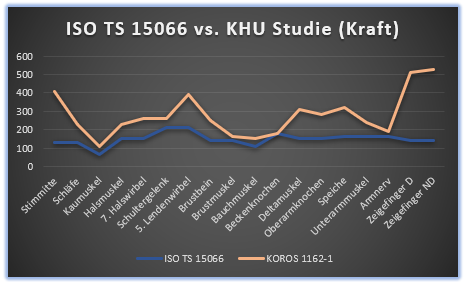
Gegenüberstellung Kraftwerte ISO TS 150066 vs. KOROS 1162-1
Nun soll natürlich nicht komplett auf die Werte der Schmerzeintrittsschwellen der ISO TS 15066 verzichtet werden. Diese sind gerade bei Applikationen bei welchen Mensch und Roboter 24/7 Seite an Seite arbeiten noch immer als absoluter Maßstab heran zu ziehen. Jedoch eröffnet der weitere Werte-Satz aus Südkorea die Möglichkeit unterschiedliche Applikationen auch unterschiedlich zu bewerten und somit nicht weiter Äpfel und Birnen zu vergleichen. Man hat somit einen Satz Werte für die "Apfel"-Applikationen und einen anderen Satz für die "Birnen"-Applikationen. Darüber hinaus kann man sich natürlich sowohl mit den Applikationen als auch mit den Werten zwischen Äpfeln und Birnen bewegen!
Wir von Cobot Safety finden, dass dies genau der richtige Weg ist um kollaborative Applikationen in Zukunft sinnvoller einsetzen zu können!